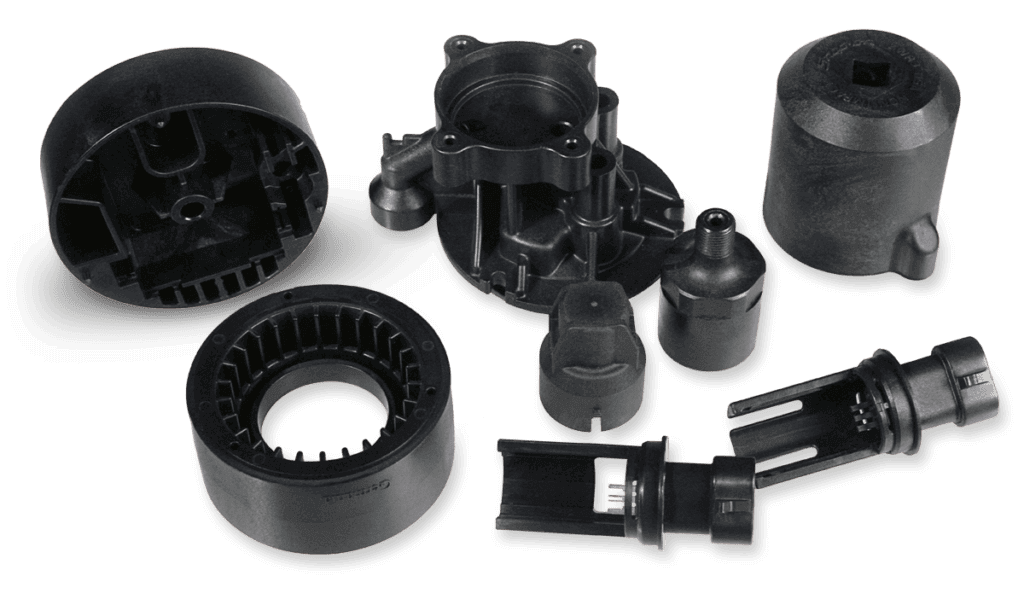
Injection Molding
-
Optimize Your Part & Tool Designs for Manufacturability
-
Tool Production & Injection Molding Under One Roof
-
Simplify Your Supply Chain with Flexible Sourcing

Trusted by Industry Leaders





How Plastic Injection Molding Works



Advantages & Disadvantages of Injection Molding
Advantages
-
High-Volume Production
Injection molding is extremely efficient for producing large quantities of identical parts, with cycle times that can be as short as a few seconds.
-
Low Cost Per Part
For large production runs, the cost per unit is very low, making it ideal for mass manufacturing.
-
Low Labor Costs
Injection molding is highly automated, requiring only one operator to manage multiple machines, which significantly reduces labor costs.
-
Design Flexibility
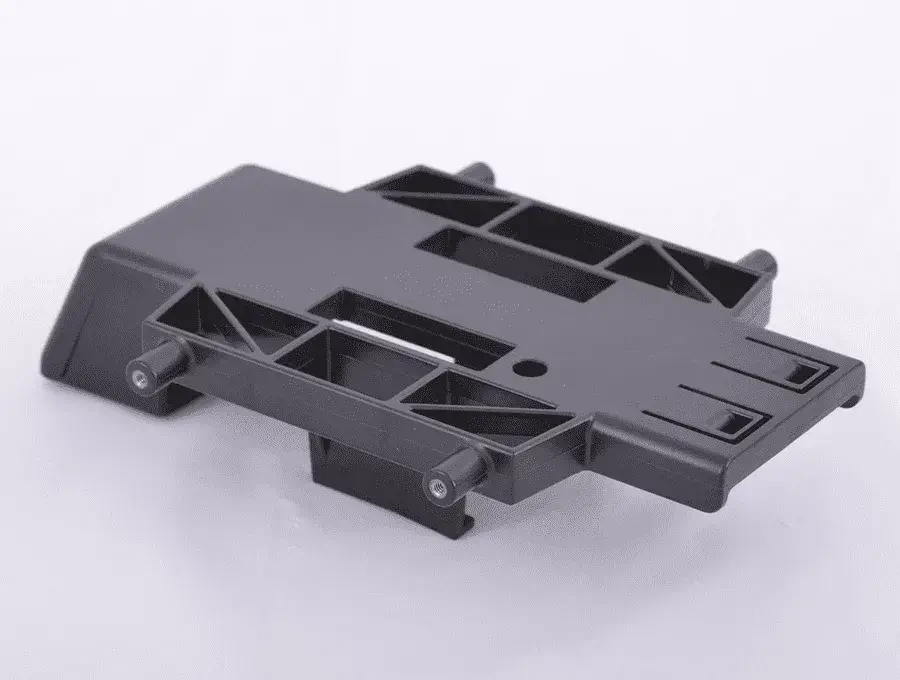
Injection molding enables you to create complex and intricate designs with fine details.
-
Precision & Consistency
Injection molding produces parts with tight tolerances and a high degree of consistency from one part to the next.
Disadvantages
-
High Tooling Costs
The cost of creating the custom mold can be very high, sometimes reaching tens or hundreds of thousands of dollars, making it impractical for small production runs.
-
Long Lead Times
The design and manufacturing of the mold can take weeks or even months. Once production starts, the cycle time for each part can be lengthy, depending on its size, thickness, and complexity.
-
Design Limitations
Parts must be designed with the molding process in mind. Features like undercuts and sharp corners can be difficult or expensive to produce, and uniform wall thickness is generally required.
-
Part Size Limitations
While there is no theoretical limit to the size, very large parts require enormous, expensive machines and molds, and can be prone to issues like warpage and uneven cooling.
Is Injection Molding a Good Fit for Your Application?
Injection molding is one of the most common manufacturing methods in the world. Its versatility means it has found a home in many industries.
Medical
Injection molded components are commonly used in surgical tools, including scalpel handles, forceps and clamps. They are also found in knee and hip joints and dental implants. Finally, injection molded components are used in medical instruments like MRI machines.
Automotive
Injection molding’s versatility and the durability of the parts it produces mean they’re found just about everywhere in the interiors and exteriors of today’s automobiles: Bumpers, dashboards, cup holders, wheel covers, mirror housings, for example.
Electronics
Look for injection molded parts in device casings and enclosures, housings for computers and related equipment, electrical switches, battery enclosures and connectors for networking cables.


Specialty Molding Options
Fathom offers multiple options for more complex injection molding needs:
Multi-Cavity Molding
We can mold multiple parts in a single tool, depending on their size. This is especially valuable if you need a lot of small parts produced quickly.
Family Molds
A special type of multi-cavity tool that enables you to produce several types of similar parts (such as right and left sides or the top and bottom of a product) using a single tool.
Insert Molding
A metal part, such as a threaded component that will accept a screw, is placed into the tool. Plastic is then molded around it. In some cases, inserts are “hot staked” into the parts after they are molded. Inserts are often used in parts that will become part of a larger assembly.
Overmolding
A part is first molded using rigid plastic. A softer material is then molded over the top of it so that the finished part is easier and more comfortable to hold. Overmolding is done in a single tool using an automated two-step bi-molding process. It’s a complex process that requires a team of experienced injection molding technicians to get it right.
Two-Shot Molding
We build bi-injection rotary tools that enable two-shot molding – a process where two materials are molded together in a single cycle.
U.S. vs. Overseas Injection Molding
Fathom offers multiple options for injection molding. As your needs grow, we can grow with you.
Overseas
ICOMold by Fathom helps you multiply the effectiveness of your supply chain by providing you with a low-cost, high-quality overseas source for injection molding. You also get high-touch, personalized service from our knowledgeable U.S. engineers, who will also manage your project from prototype to production parts.

U.S.-Based
Fathom can help you with your U.S. injection molding needs. We utilize state-of-the-art mold-making technologies to provide you with high-quality plastic injection mold design, precision mold making and close-tolerance injection molding for your projects.

Hybrid
With this option, we build more robust export tooling overseas and then ship it to the U.S. for part production. It’s ideal for companies that need to scale up part production and want to reshore their parts to do so. This combination of domestic and international plastic injection molding solutions enables you to compare them side-by-side to determine the best fit for each of your projects.
Engineer Better Parts for Injection Molding
Learn best practices for wall thickness, draft, gating, and material selection to reduce risk and improve manufacturability. A must-have guide for creating parts that scale cleanly from prototype to production.


Explore Fathom’s Full Range of Manufacturing Equipment
Download our complete machine list for a detailed look at our capabilities across CNC machining, additive, molding, and fabrication.

Why Choose Fathom for Injection Molding?
-
We’ve been helping customers solve their tooling and plastic injection molding challenges for decades.
-
We’re experienced problem-solvers. We’ll work closely with you to develop the most cost-effective and efficient solutions for your needs.
-
We offer domestic and overseas injection molding services that can grow with your needs.
-
Our overseas injection molding service, ICOMold by Fathom, provides U.S.-based engineering/design support and project management with overseas tooling and part production. That enables you to manage your new product development costs effectively.