Wire EDM
-
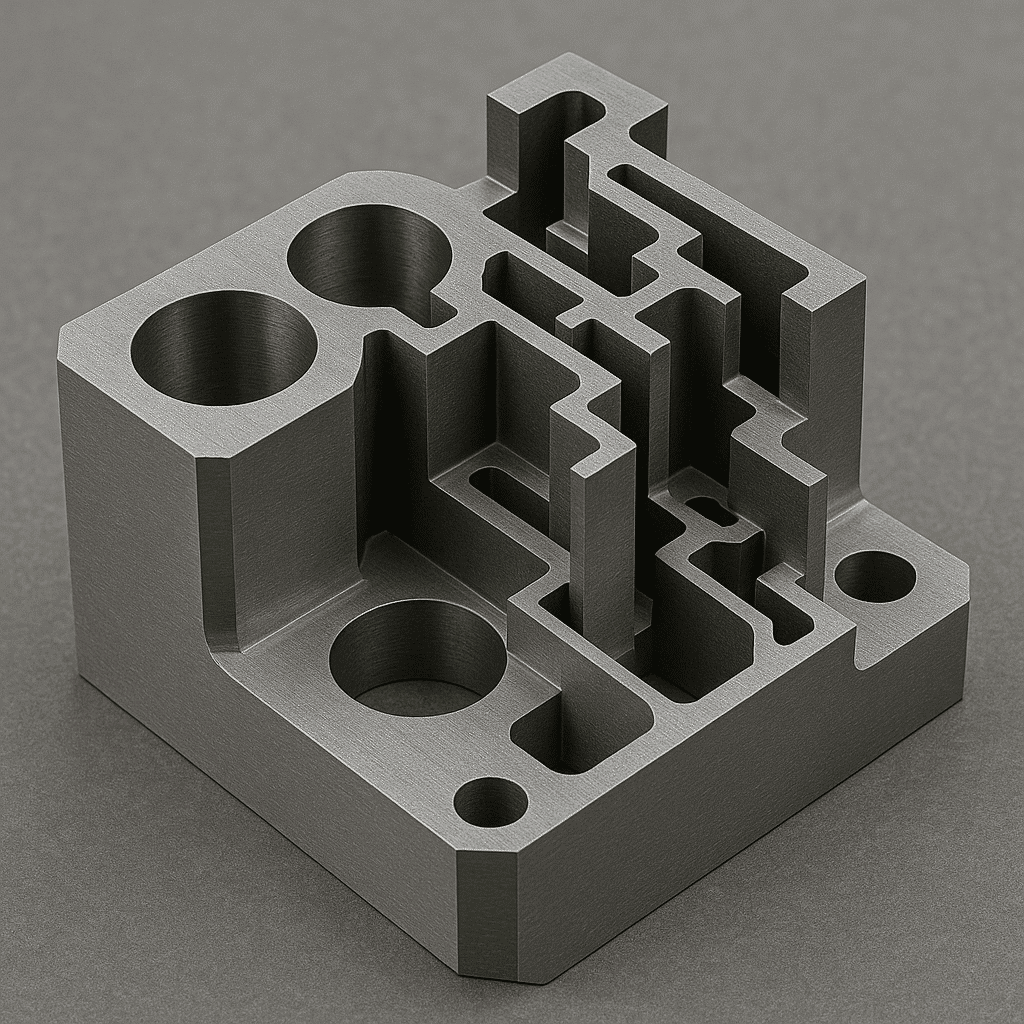
Build Complex Parts with Tight Tolerances
-
Precision Cutting of Tough Materials
-
Cost-Effective Manufacturing Option
Trusted by Industry Leaders





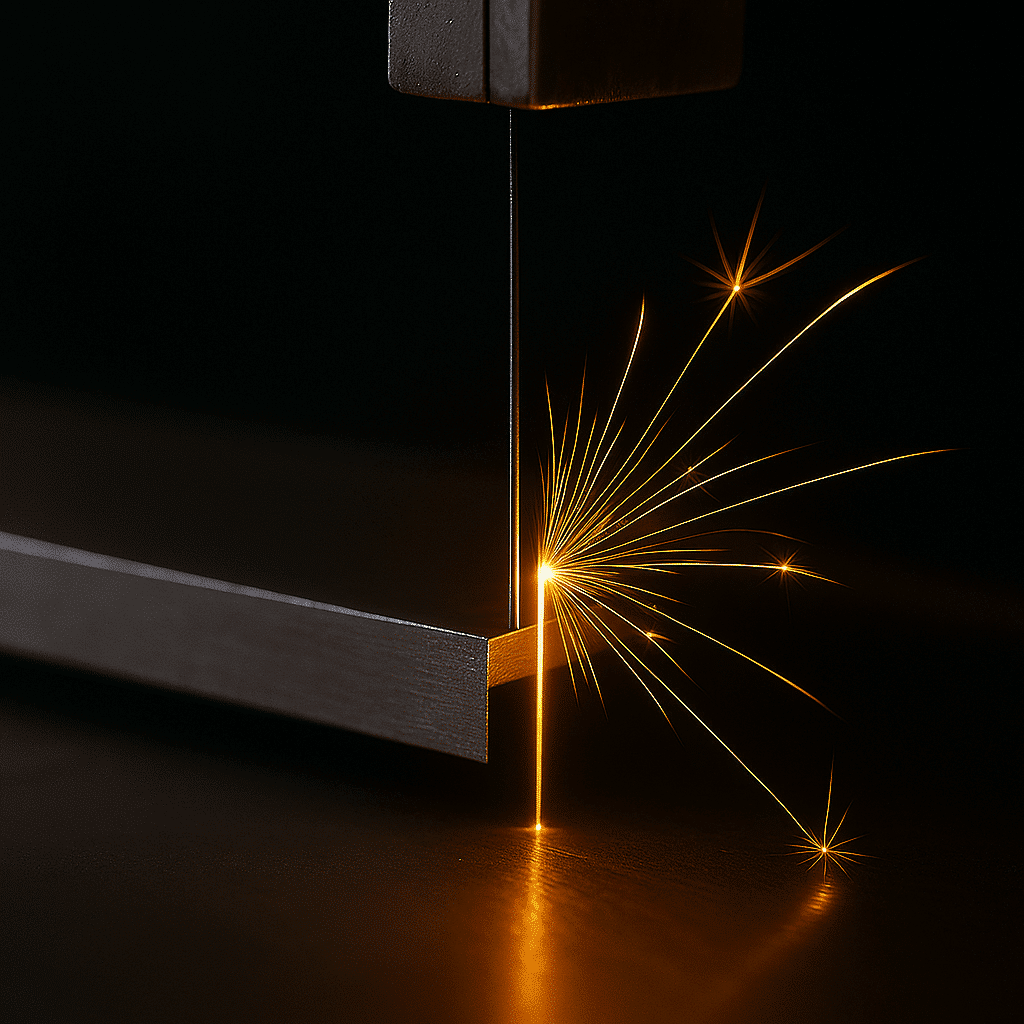
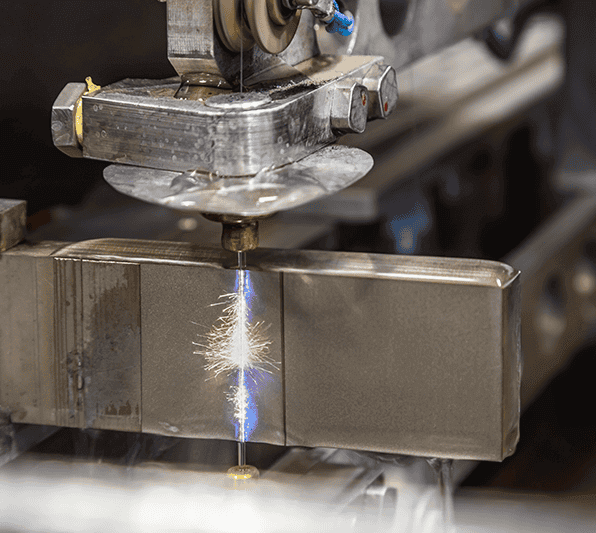
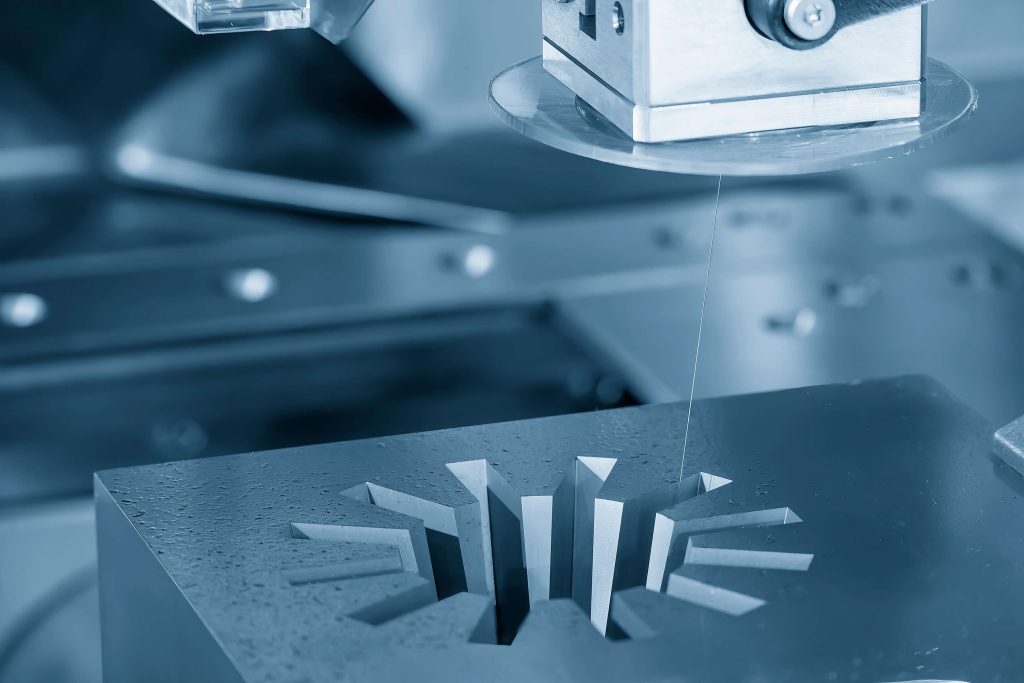
How Wire EDM Cutting Works


What Are the Pros & Cons of Wire EDM Cutting?
Advantages
-
Precision & Accuracy
Wire EDM machining makes precise and accurate cuts, often within ±0.0002 inches, and cut intricate details with high accuracy.
-
Tight Corners
Wire EDM cutting can create extremely tight corner radii, which is difficult with conventional machining methods. This capability is ideal for fabricating injection mold tools.
-
Ideal for Cutting Tough Materials
Wire EDM can cut extremely hard, strong, and difficult-to-machine conductive materials that are challenging for traditional machining, such as Inconel, titanium and superalloys.
-
Efficient for Cutting Brittle Metals
The lack of mechanical contact between the wire and the workpiece means delicate or weak parts can be machined without distortion.
-
Cost Effective
Wire EDM cutting is surprisingly efficient: Metal plates can be stacked to cut multiple workpieces in a single pass.
Disadvantages
-
Conductivity Requirement
Wire EDM can only machine electrically conductive materials, such as metals. It cannot cut non-conductive materials like most plastics, ceramics, or composites.
-
Slow Cutting Speed
Wire EDM cutting is significantly slower than conventional machining, water jet cutting, or laser cutting, making it less efficient for simple or high-volume jobs.
-
Heat-Affected Edges
A thin layer of oxide or recast material can form along the cut edge, which may need to be removed with a secondary process like electropolishing
-
Skilled Operator Required
Wire EDM requires significant operator expertise to set up and run correctly.
Applications of Wire EDM Cutting
Wire EDM is equally well-suited to prototype and high-production parts, and industries like:
- Automotive
- Medical
- Aerospace
- Injection molding tools
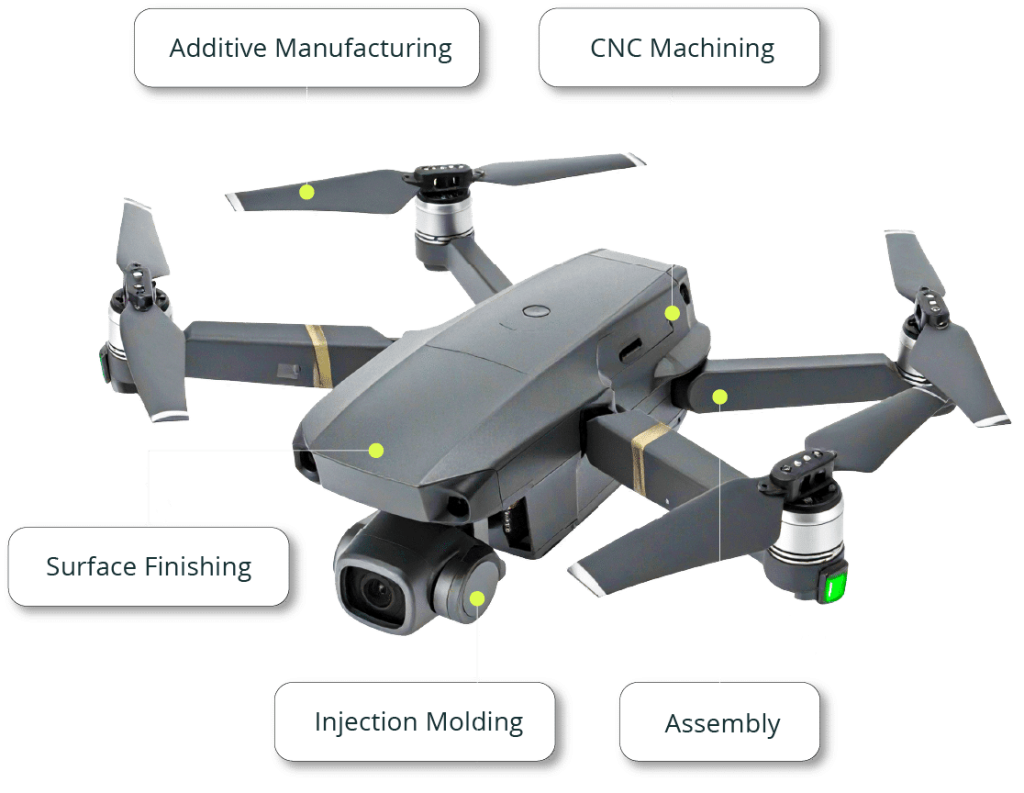
Explore Fathom’s Full Range of Manufacturing Equipment
Download our complete machine list for a detailed look at our capabilities across CNC machining, additive, molding, and fabrication.

What Materials Can Be Processed Using Wire EDM Machining?
Wire EDM cutting can only be used with electrically conductive metals, including these:
- Copper
- Carbide
- Tungsten
- Bronze
- Carbon steel
- Inconel
- Stainless steel
- Hastelloy
- Kovar
- Titanium
- Carbon graphite
- High alloy steel

Additional EDM Services Offered by Fathom
Sinker EDM
This process is designed to create blind pockets, where a hole doesn’t go all the way through the material. The electrode is formed in the desired shape of the cavity to be created in the metal. The electrode is slowly lowered (or sunk) into the workpiece, eroding material until the cavity is created. Sinker EDM is used to create complex shapes, such as those needed for making molds, dies and other types of tooling.
Hole Popper EDM
A rotating tubular-shaped electrode is used to cut deep, small-diameter holes through the entire thickness of a conductive metal. It functions like a drill bit, except that an electrical spark is used to quickly and accurately cut these holes in the workpiece. This type of machine is sometimes used to create a starter hole for wire EDM to use to begin a cut.
Kick Off Your Project Today
Expect More From Contract Manufacturing
It’s time to level up your expectations. Contract manufacturing should be much more than an automated quote and superficial DFM feedback. Experience the Fathom white-glove difference – an engineering and expertise-driven process that will guide you from concept to production with clarity, confidence, and zero guesswork.
Why Choose Fathom for Wire EDM Cutting?
-
The Fathom team has over 20 years of experience cutting parts with wire EDM and getting the highest quality results.
-
We do wire EDM cutting for customers in a variety of industries, including automotive, medical, aerospace, satellite, solar and firearms.
-
Our wire EDM service has the capacity to handle your sheet metal fabrication and prototyping needs, large or small.