SLA 3D Printing
-
SLA Parts Fast
-
High-Quality Surface Finish for Prototype Models
-
Tight Tolerances & Fine Details
Trusted by Industry Leaders





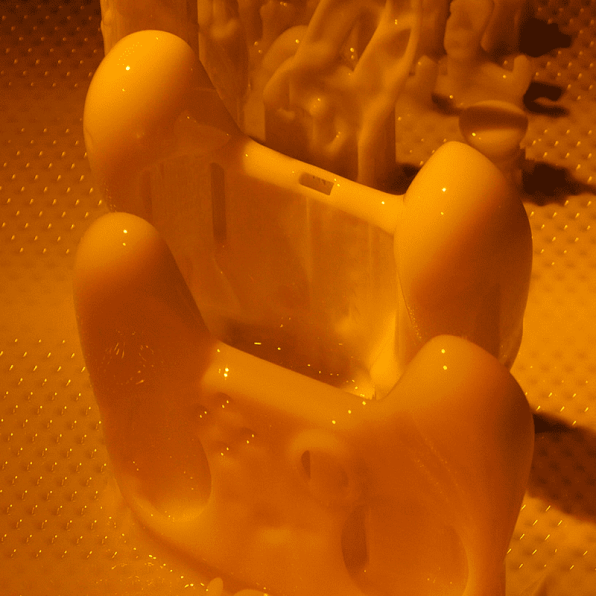
How Does Stereolithography (SLA) 3D Printing Work?
Is SLA Right For Your Application?
Advantages
-
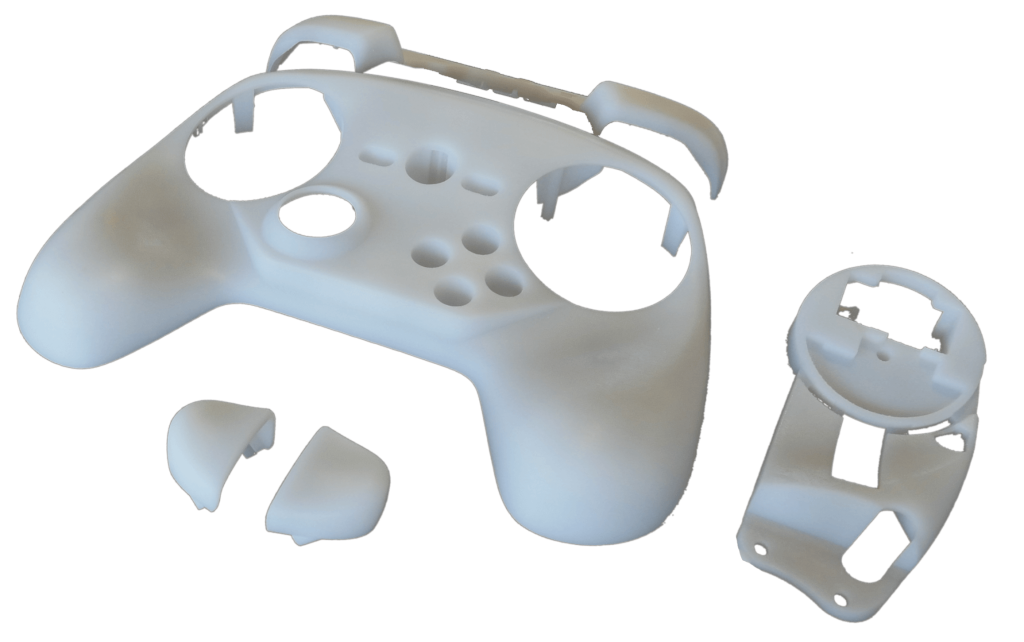
High-Quality Surface Finish
The excellent surface finish and dimensional accuracy of SLA prototype parts make them ideal for testing for fit and finish.
-
Clear Parts
Fathom’s SLA printing service can print parts using a clear resin which can be sanded to an optically clear finish that is almost glass-like in appearance.
-
Small Layer Size
SLA can print in layers as small as 0.002 inches. That enables it to produce very fine details and cosmetic-quality surfaces.
-
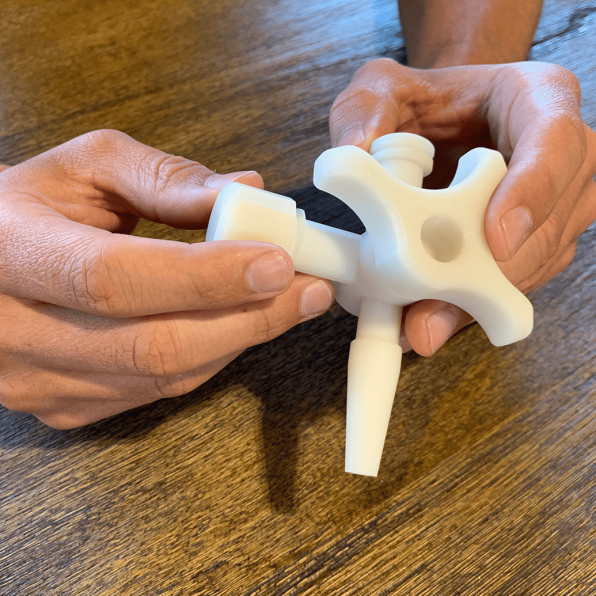
Print Complex Shapes
Thanks to its fine resolution (hundreds of microns), stereolithography 3D printing can be used to print thin walls, sharp corners, small holes and complex shapes.
-
Tolerances
SLA offers some of the tightest dimensional tolerances of any additive manufacturing technology.
-
Larger Prototypes
SLA enables the production of larger, lightweight prototype parts, using internal lattice structures for support.
-
Easy to Post-Process
Parts produced by Fathom’s SLA printing service are easy to finish by sanding, painting and/or clear coating.
Disadvantages
-
Sensitivity to UV Light
SLA parts are produced using photopolymers, which means they may become brittle over time when exposed to sunlight.
-
Not the Strongest Additive Technique
SLA parts are not always as robust as those produced using other thermoset or thermoplastic additive technologies. For that reason, they are not always recommended for functional components. Ask your industrial 3D printing service if SLA is the right additive process for your application.
-
Support Marks
SLA doesn’t offer the option of dissolvable supports. When supports are removed from parts, they may leave visible marks, which require post-processing to remove.
Applications of SLA
Stereolithography produces parts with accurate, detailed features and a high-quality surface finish that is perfect for creating visual prototypes. SLA prototypes are popular within industries that rely heavily on new product innovation, including but not limited to:
- Medical technology
- Education
- Dentistry
- Engineering and product design
- Manufacturing
- Prototyping

Optimize Your Design with SLA Material Insights
Get a clear view of material properties, tolerances, and best-fit applications for SLA. Perfect for teams who need tight detail, smooth surfaces, and reliable performance.
Case Studies



What Can SLA be Paired With?
SLA can be paired with a variety of other 3D printing technologies to offer a comprehensive solution for visual or form-fit prototypes.

Traditional Technologies That Can Benefit from SLA
If you’re currently leveraging machining or other traditional methods to produce prototype parts, SLA may be an inexpensive and flexible alternative. It’s one of the least expensive 3D printing technologies. It can be used to produce detailed, accurate parts with an excellent surface finish that is perfect for testing fit and finish.
Unlike machined parts, which require fixturing and set-up, parts produced by Fathom’s SLA printing service can be produced quickly at low cost, making them an ideal solution for your rapid prototyping needs.

Explore Fathom’s Full Range of Manufacturing Equipment
Download our complete machine list for a detailed look at our capabilities across CNC machining, additive, molding, and fabrication.

Why Choose Fathom for SLA 3D Printing?
-
Fathom’s SLA printing service has the capacity and expertise to help you produce high-quality parts to meet your prototyping needs.
-
An experienced engineer will help you first determine if SLA is the right solution and will guide you to optimize your part design for the best results.
-
We can help you quickly create prototypes to test your designs for fit and finish.
