MJF 3D Printing
-
MJF Parts As Soon As 2 Days
-
Cost-Effective for Short-Run Production and Prototyping
-
Complex Geometries with High Performance Materials

Trusted by Industry Leaders





How Does Multi Jet Fusion 3D Printing Work?



Advantages & Limitations of MJF
Advantages
-
Complex Geometries
Fathom’s MJF printing service can be used to print highly detailed and dimensionally accurate parts. That makes it well-suited for producing functional prototypes and end-use parts with unique shapes.
-
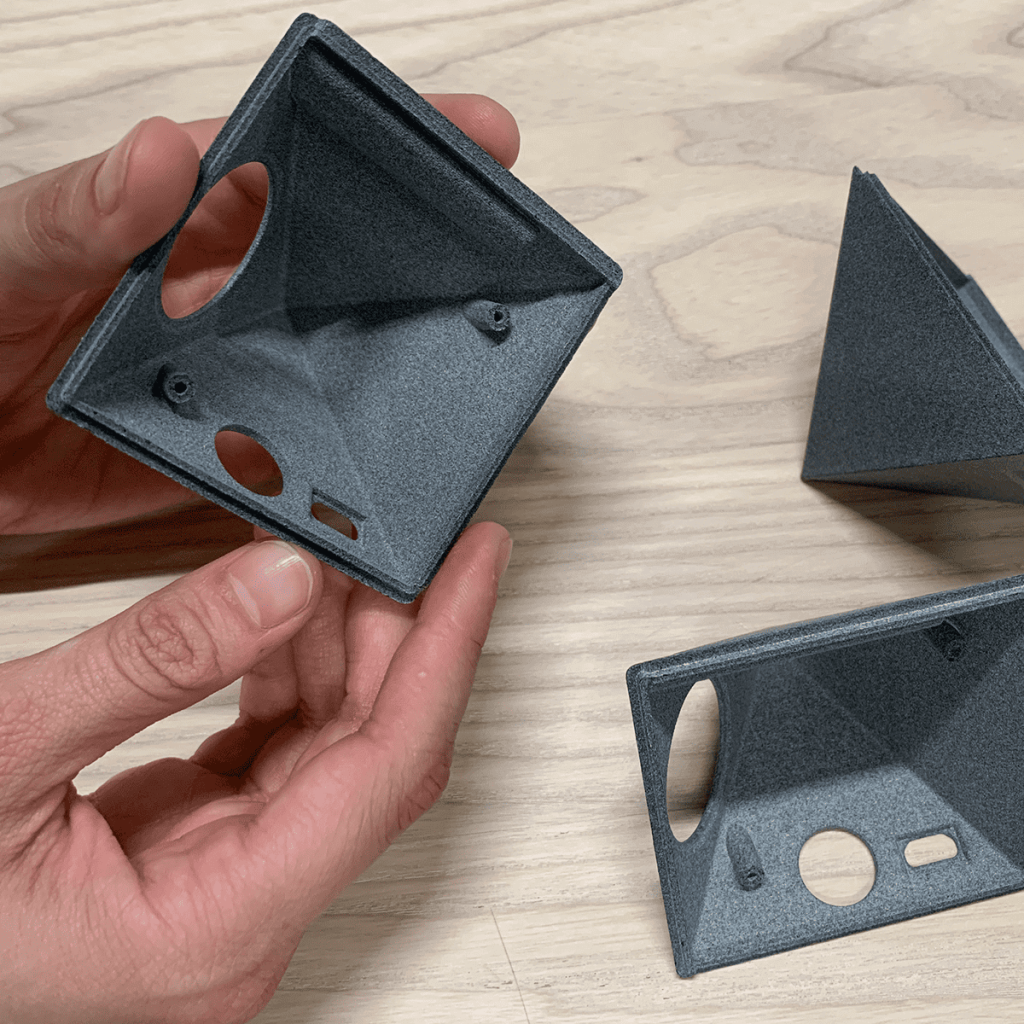
Excellent Surface Finish
Because MJF uses a thin layer structure, it offers one of the smoothest surface finishes of any 3D printing technology.
-
Produce a Large Volume of Parts Quickly
Multiple parts can be produced at the same time in a single build.
-
Excellent Mechanical Properties
Parts produced using MJF have excellent isotropic mechanical properties.
-
Removable Build Volumes
Parts and their build platform can be removed from the printer for cooling. Meanwhile, another build volume can be installed so the printer can begin producing more parts. This unique design enables high-volume production of parts.
-
More Sustainable
Up to 80% of the powder from MJF prints can be recycled in subsequent prints, more than with SLS.
Disadvantages
-
Limited Material Selections
Because MJF is a process that’s proprietary to HP, you’re restricted to their materials – Nylon 11 and 12.
-
Limited Color Options
Parts produced with MJF have a dark gray color, which limits your ability to recolor them.
-
Avoid Long & Thin Part Features
They are susceptible to non-uniform cooling, which may cause warpage.
Applications of MJF
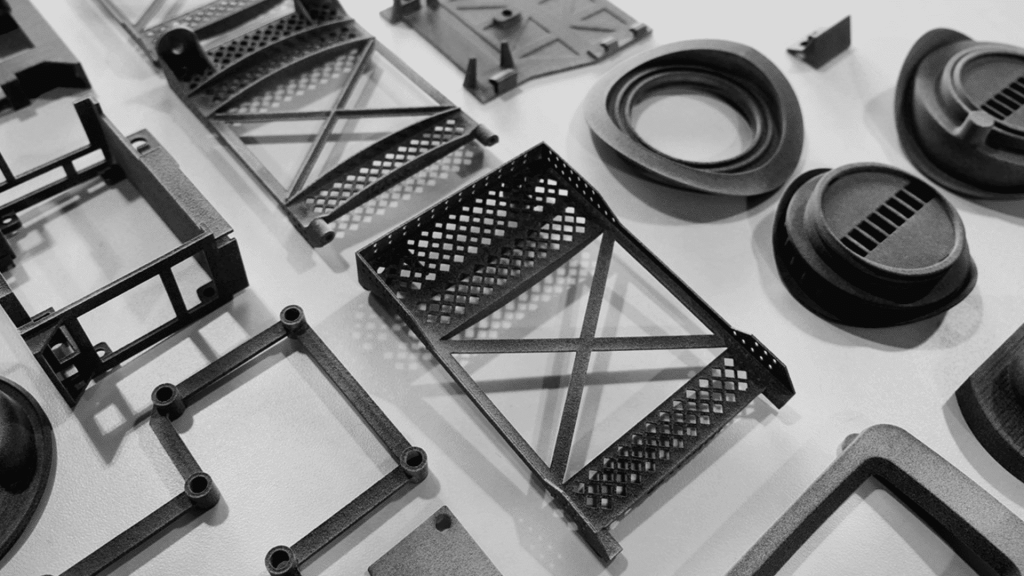
Parts with smooth surfaces and complex, intricate features can be manufactured using Multi Jet Fusion 3D printing. Common applications include:
Aerospace: The toughness and durability of MJF parts make them an easy selection for applications like drone frames and aircraft components.
Medical: MJF is frequently used to build customized dental implants and prosthetics that must be customized to individual patient needs.
Automotive: MJF is used to produce highly durable components like engine housings and door hinges, both for prototype and production vehicles.
Manufacturing: The incredible toughness of MJF parts make them well-suited to manufacturing jigs, fixtures and tooling. It’s also used to produce end-of-arm tooling for robots.
Unlock High-Strength, High-Throughput MJF Materials
Review material specs, durability profiles, and design considerations for Multi Jet Fusion. Build parts that balance speed, strength, and repeatable performance at scale.

Case Studies



What Can MJF be Paired With?
MJF can be used for bridge production, ideal if you’re waiting for your injection mold tooling to be completed, and for small to medium-sized production runs. MJF can be used to quickly and affordably create functional prototypes for new product designs that will later be produced using injection molding.
With our cross-functional engineering expertise, our MJF printing service can help you tweak your part designs so they work well in both environments.

Traditional Technologies That Can Benefit from MJF
Multi Jet Fusion 3D printing can be used to build part designs that aren’t possible using traditional manufacturing methods such as CNC machining and sheet metal fabrication.
It also enables fast, low-cost production of prototype and limited-run production parts – without tooling.

Explore Fathom’s Full Range of Manufacturing Equipment
Download our complete machine list for a detailed look at our capabilities across CNC machining, additive, molding, and fabrication.

Why Our Customers Choose Fathom for MJF
Fathom has the MJF expertise and technology to help you meet your needs faster, including:
-
We have machine capacity available for Nylon 11 and 12 to meet your prototyping and production needs.
-
We offer extensive in-house finishing capabilities for all types of additive parts, including MJF – saving you time and money.
-
As part of our human-first engineering approach, our expert engineers can help you optimize your part designs for MJF production.