CNC Turning
-
Fast & Consistent Production of Cylindrical Parts
-
Delivers Tolerances as Tight as 0.0001 Inches
-
Exceptional Surface Finishes
Trusted by Industry Leaders





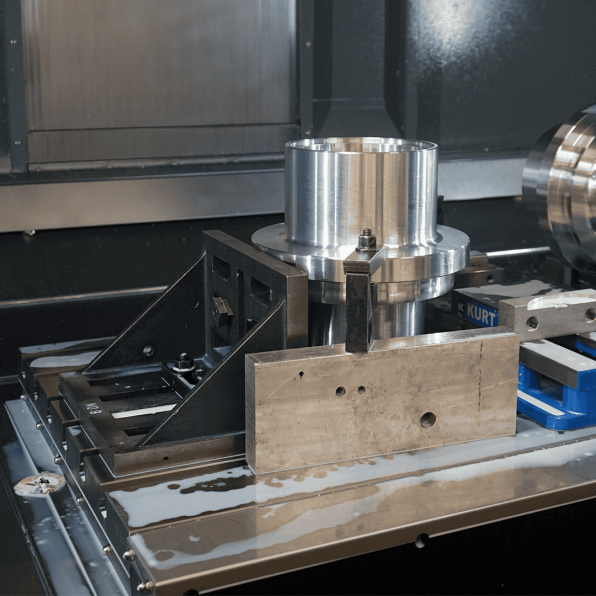
How CNC Turning Works


Is CNC Turning Right For Your Project?
Advantages
-
Precision & Accuracy
CNC turning can achieve extremely tight tolerances and produce parts with very high dimensional accuracy.
-
Consistency & Repeatability
The automated nature of the process ensures that every part produced is identical, which is crucial for mass production and consistent quality.
-
Reduced Waste & Lower Costs
The exceptional accuracy of CNC turning translates into reduced rework and waste, which helps to reduce per-part costs.
-
Versatility
CNC lathes can work with a wide variety of materials, including metals, plastics, and composites, allowing for a wide range of applications.
-
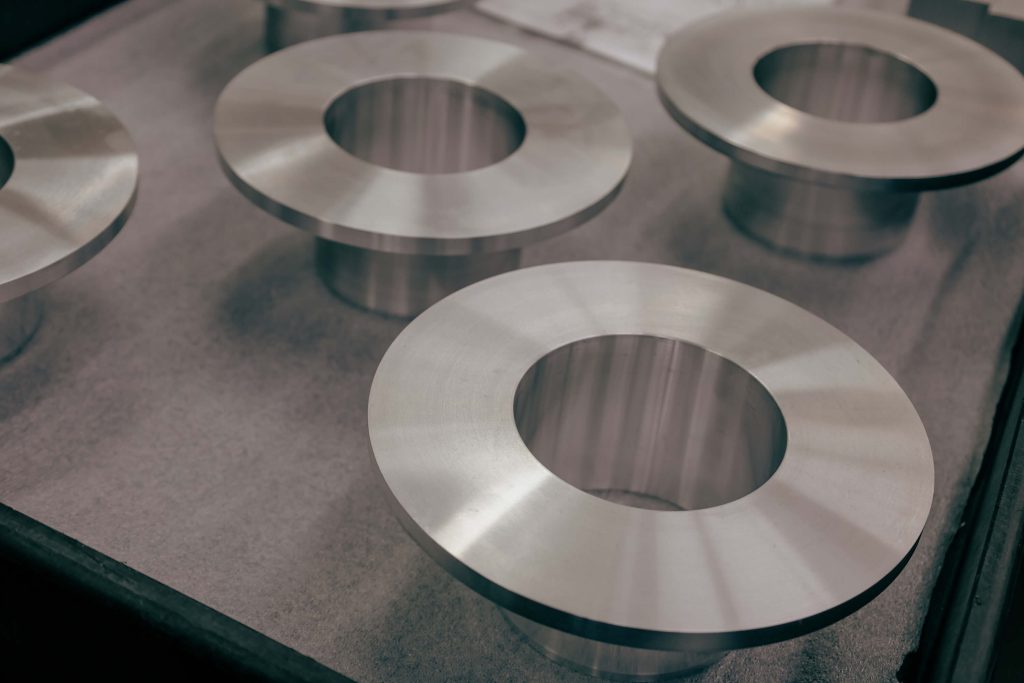
Excellent Surface Finish
CNC turning can produce parts with high-quality surface finishes, which is important for many industrial applications.
Disadvantages
-
Only Cylindrical Patrs
CNC turning is restricted to creating cylindrical and rotational-symmetry components, limiting its use for more complex shapes.Also, certain features and geometries cannot be machined using this method. Examples include curved holes, extremely thin walls and straight internal edges,
-
Production Limitations
While precise for single units, the process of producing one unit at a time can make it slow for large batches compared to other methods.
-
Skilled Operators Required
Skilled operators and programmers are required to setup, maintain and troubleshoot CNC turning machines. Mistakes in CAD/CAM programming can cause costly errors or downtime.
CNC Turning: Cost-Effective, Precise & Proven
Medical Devices
CNC turning’s exceptional accuracy and diversity of materials make it a popular choice for implants, prosthetics, bone screws and surgical instruments. It’s equally accepted as an effective technology for custom and mass-produced devices.
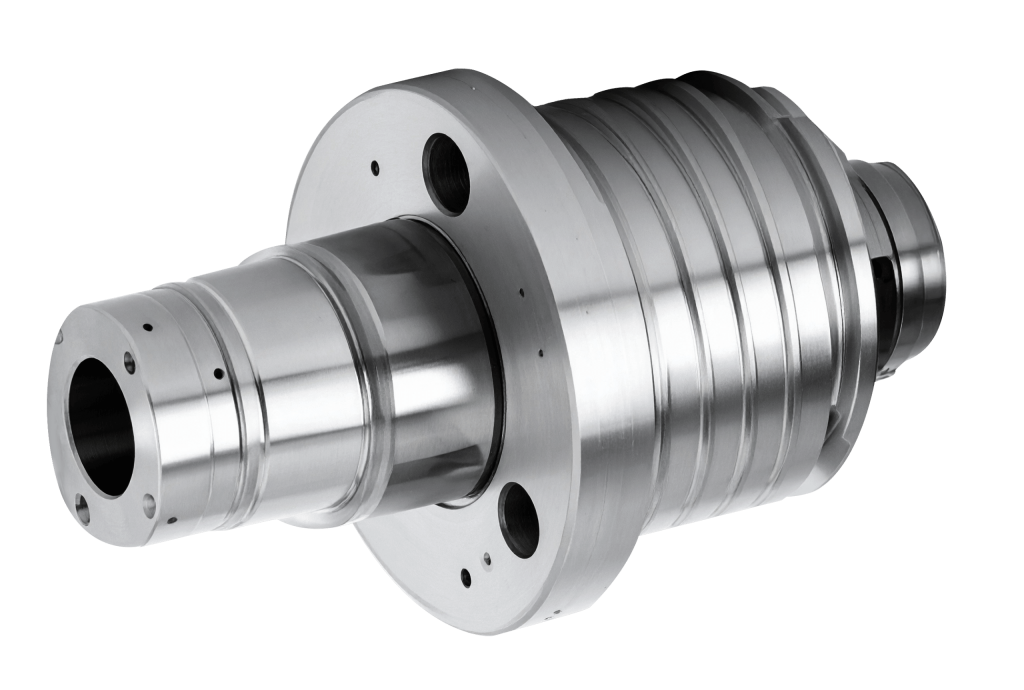
Mechanical Components
CNC turned components have found numerous applications in mechanical systems, where they are used to maintain alignment, connect parts, reduce friction and transmit motion. Mechanical applications of these cylindrical parts include shafts, bearings, pistons and axles.
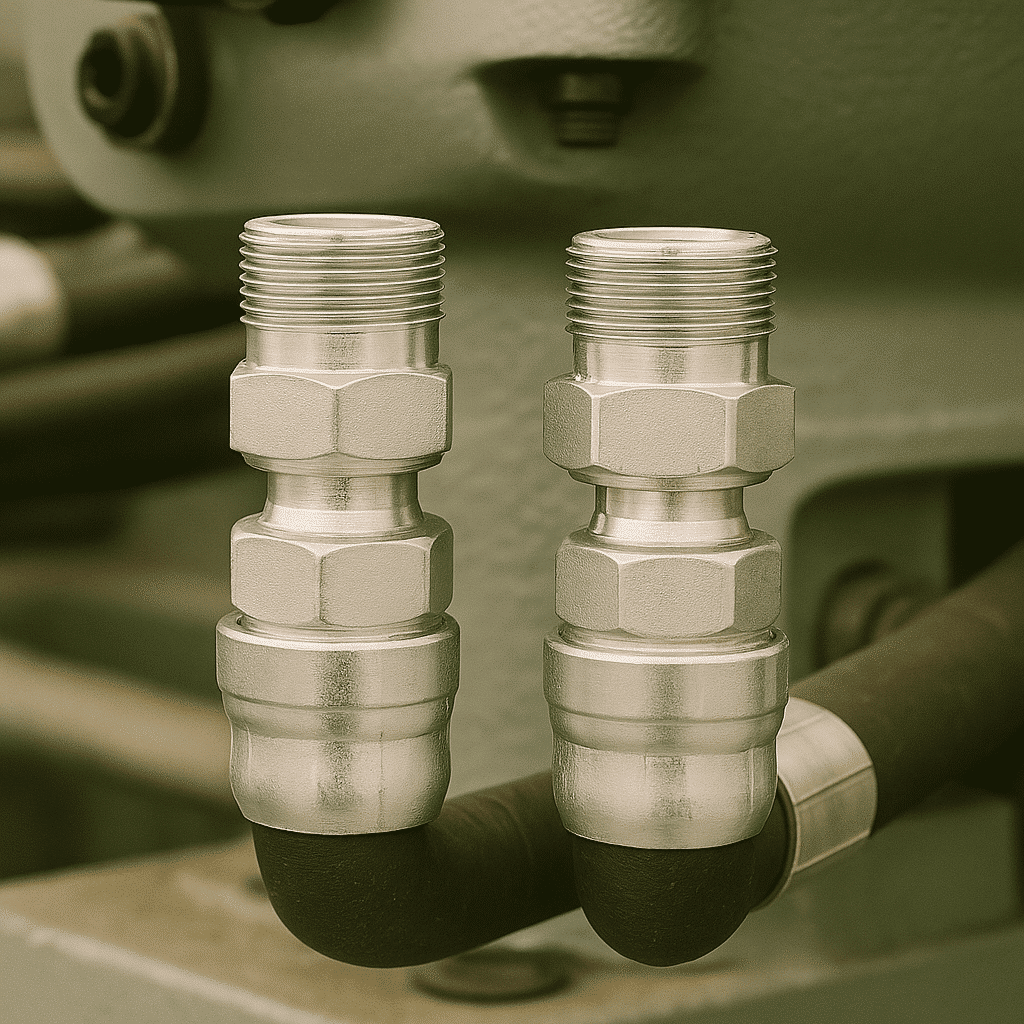
Fluid Control & HVAC
CNC turning’s compatibility with a wide range of materials make it a common choice for manufacturing fluid control components. These include nozzles, pipe connectors, couplings and heat sinks.

Find the Ideal Machinable Material for Your Part
Compare metals and plastics for CNC machining with full property details, tolerances, and suitability notes. Engineered to help you make informed decisions for precision, durability, and performance.

Why Our Customers Choose Fathom
-
Our expert engineers will help you optimize your part designs for production.
-
Our engineering and production teams bring decades of expertise and problem-solving to every project.
-
We offer manufacturing and full post-processing capabilities under one roof for one point of accountability
-
We’re your partner from design and prototyping to bridge and full production.
Explore Fathom’s Full Range of Manufacturing Equipment
Download our complete machine list for a detailed look at our capabilities across CNC machining, additive, molding, and fabrication.
