DMLS 3D Printing
-
High-Quality Metal Parts Fast – Without Tooling
-
Perfect for Prototype/Bridge/Low-Volume Production Parts
-
Complex Geometries with High-Performance Metals

Trusted by Industry Leaders





How Does DMLS Work?



DMLS Advantages & Limitations
Advantages
-
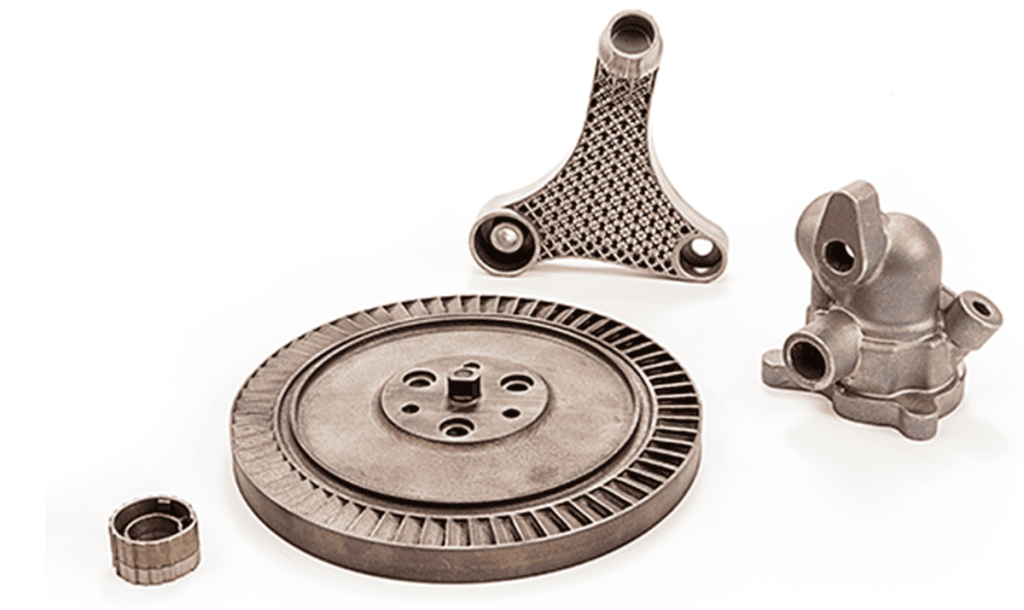
Complex Geometries
DMLS can print complex part designs that aren’t possible to fabricate using traditional methods. Engineers are also free to design complex parts without the need for support structures.
-
Excellent Mechanical Properties
The sintering process used with DMLS produces parts that are strong and durable. They exhibit high tensile strength, hardness and wear resistance, making them suitable for demanding applications in the automotive, aerospace and medical industries.
-
Mass Customization
No fixtures or tooling are required to produce DMLS parts. That makes it easy for engineers to modify or fine-tune part designs during production. It also enables designers to create multiple variations of parts as needed.
-
Metal Characteristics are Preserved
The sintering process used to transform metal powder into parts bonds them without melting the metal. That means its mechanical properties remain intact after the part is produced.
Disadvantages
-
Small Build Volume
As a platform for additive manufacturing, the build volume of DMLS is on the smaller side. It’s best for producing small parts.
-
Post Processing
Depending upon the part and its application, DMLS parts may be post-processed using heat treatment, surface finishing and machining.
-
Expertise
As a technology, direct metal printing is a complex additive manufacturing process that requires expertise to consistently produce high-quality parts, and a detailed DFM/DFAM analysis is critical to success. However, Fathom is one of the largest and most experienced sources in North America for DMLS services and can be trusted with your critical production!
Applications of DMLS
- Functional Prototypes
Produce and iterate prototype part designs quickly – without the expense of tooling. - Jigs and Fixtures
The exceptional toughness of DMLS parts makes them ideal for jigs and fixtures for CNC machining, part inspections and more. - Flow Applications
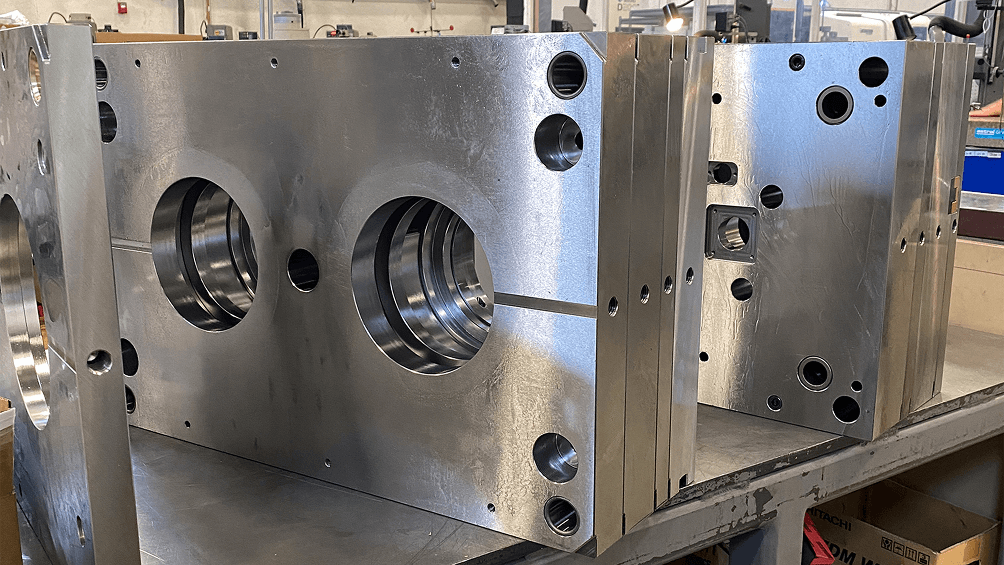
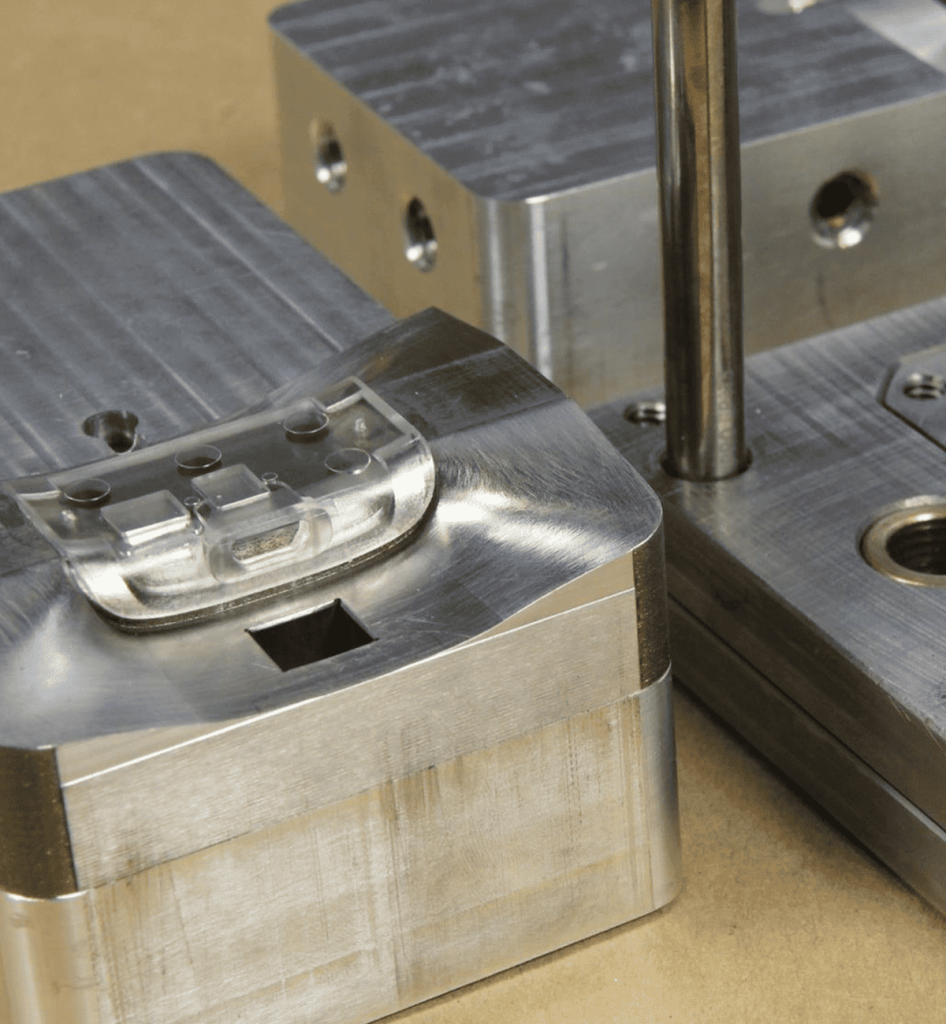
Certain part designs require channels for fluid or air to pass through. This includes conformal cooling channels, which run just below the surface of the part. They can’t be machined into parts but are easy to create using 3D printing with direct metal printing. - Fast Metal Tooling for Injection Molding
DMLS can be used to build short production-run tooling for injection molding. - Industries where direct metal printed parts are used include:
- Aerospace
- Medical
- Dental
- Automotive
Design Smarter for Metal Additive Manufacturing
Explore essential rules for support strategies, feature sizing, orientation, and post-processing when designing for DMLS. Build stronger, lighter metal components with fewer revisions.

What Can DMLS be Paired With?
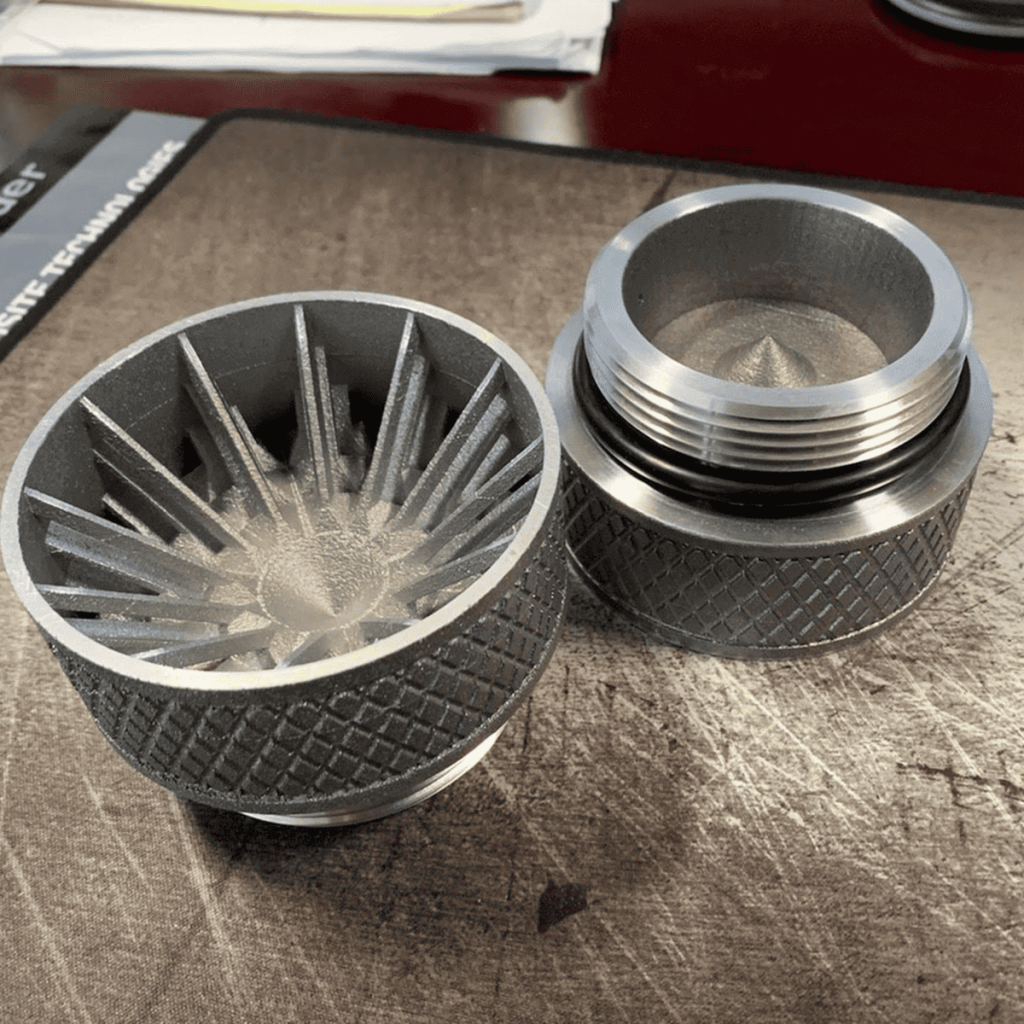
DMLS parts are dense and have similar mechanical properties to cast parts. Where tight tolerances are required, DMLS parts can be 3D printed at a near-net shape and then machined to meet them.
Once a part has been produced using direct metal printing, it can be improved using processes that are common to finishing metal parts, including media blasting, metal plating, micromachining and polishing. Holes or threads may be added to parts using CNC machining.
Titanium is notoriously hard to machine. For aerospace applications, where light weight and strength are a must, DMLS can be used to produce strong, lightweight parts using this exotic material.
Traditional Technologies That Can Benefit from DMLS
Direct Metal Laser Sintering can be used to build complex part designs that aren’t possible using traditional manufacturing methods such as CNC machining and metal casting.
DMLS also enables fast, low-cost production of prototype and production parts – without tooling.
In addition, direct metal printing enables designers to combine multiple machined or cast parts into a single component that is stronger and lighter than the assembly it replaced.
Finally, DMLS can replace casting or machining of low-volume replacement parts, which usually require costly set-up time, fixtures and labor. Instead, you can use Fathom’s DMLS services to print them on-demand as needed, reducing or eliminating the need to maintain an inventory of service parts.
Explore Fathom’s Full Range of Manufacturing Equipment
Download our complete machine list for a detailed look at our capabilities across CNC machining, additive, molding, and fabrication.

Why Choose Fathom for DMLS Metal 3D Printing?
-
We have the capacity to meet your needs. We are one of the largest service bureaus for DMLS services i n the U.S.
-
Our production expertise is backed years of experience helping our customers optimize their part designs for metal additive manufacturing.
-
We also offer a wealth of machining and post-processing capabilities under one roof – which can save you time and money.
