Conformal Cooling
During the injection molding process, molten plastic resin is first injected into the mold tool. Then it must be quickly cooled to form a part. But it may be challenging to place cooling channels where they’re needed most. 3D metal printing enables the production of inserts with conformal channels that cool parts faster and prevent warping.
What is Conformal Cooling?
During the injection molding process, inserts help to cool plastic parts just after they’ve been formed, but quickly and uniformly cooling those parts to prevent warpage, defects and other issues has always been a challenge. That’s where cooling channels come into play. During molding, water is pumped into channels around the part, which cools the core and draws heat away from the molded part.
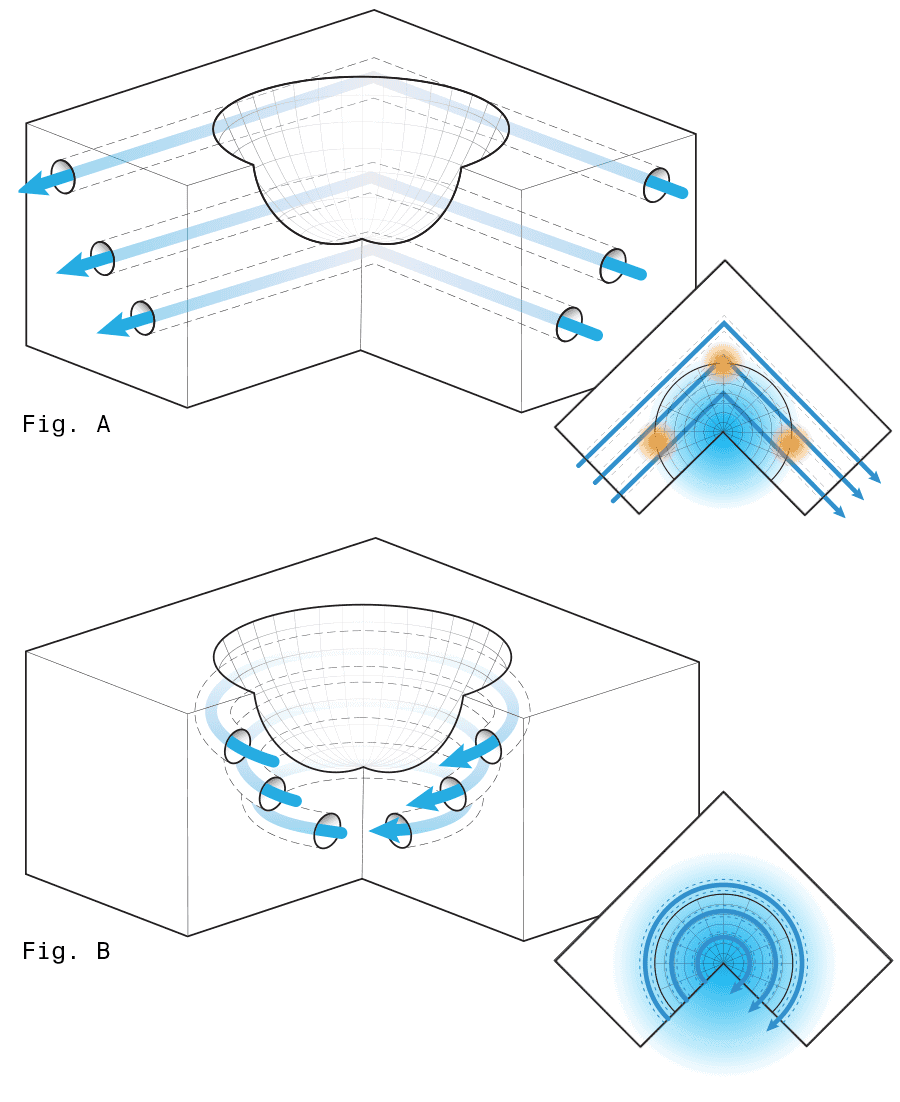
However, these channels are traditionally created with conventional drilling and milling that can only produce straight-line holes in mold inserts, and as part geometry becomes more complex, it gets harder to keep those cooling channels uniformly close to the tool walls (Fig. A). That leads to uneven cooling, longer cycle times and thermal stresses, which can cause defects like warpage, sink marks and weld lines.
Conformal cooling channels, however, allow you to reach those problem areas often missed with conventional machining methods, and significantly improving cooling performance. Because these cooling lines now run just below the part surface and closer to the molten resin (Fig. B), they can remove residual heat quickly from the molded parts.
Conformal Cooling with DMLS 3D Printing
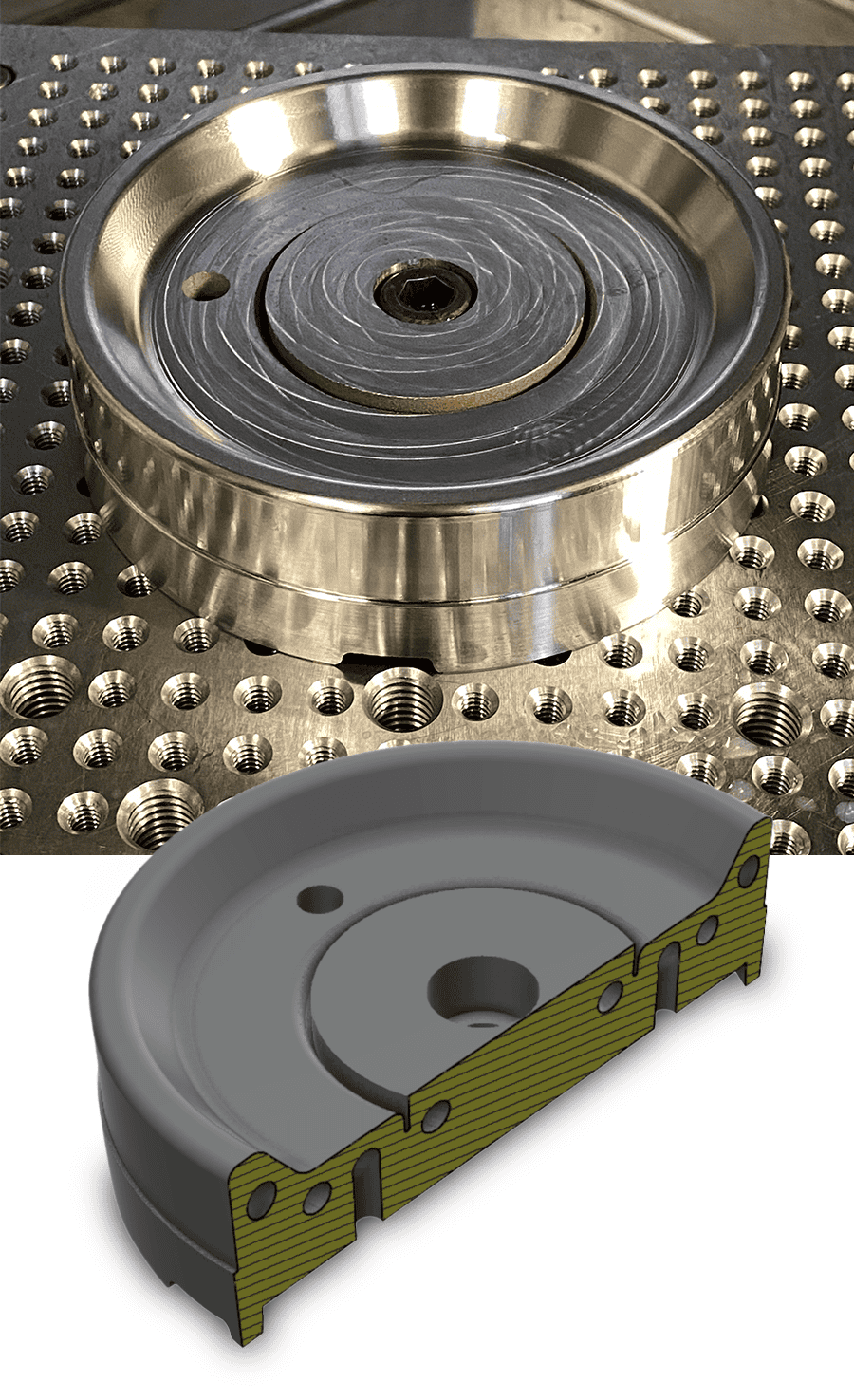
With Direct Metal Laser Sintering (DMLS) 3D printing, conformal cooling channels can be directly incorporated into the core insert’s design at a near net shape. Inserts designed with conformal cooling channels can increase injection molding productivity by 30-60%.
DMLS produces solid 3D-printed parts by melting metal powder with a laser beam, layer-by-layer, out of powdered metal. Parts printed with DMLS are 100% dense and require minimal post-processing. The 3D-printed metal insert, printed with tooling steel, can then be machined further if needed to meet the customer’s exact tolerance requirements.
Conformal cooling through 3D printing can cool parts quickly and uniformly, resulting in:
- Reduced part failure,
- Reduced part cost,
- Increased throughput, and
- Fewer assembly and fit issues with other parts.
3D printing metal parts opens up new design possibilities that can solve problems for a variety of industries. Talk to one of our experts to see how we can develop a solution for yours.
Real Customers.
Real Results.
A customer experienced issues with plastic closures warping during cooling due to the tool’s deep draw cavity. Fathom designed a core insert made using DMLS that contained conformal cooling channels that drew heat away from the closures, enabling them to cool faster without warping.
Designing for Conformal Cooling
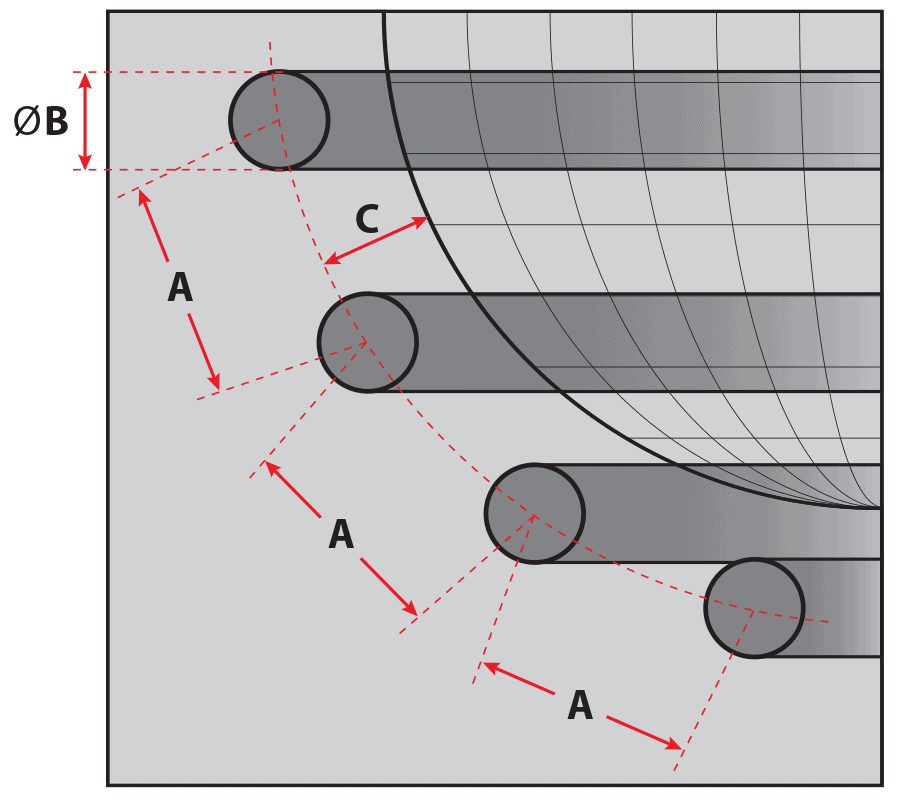
Design recommendations for the layout of heating/cooling channels with DMLS are the same as the ones given for conventionally designed channels as both are based on the plastic recrystallization and heat conductivity theories. In order to achieve a constant temperature level, the channel diameter should be chosen depending on the distance between the heating/cooling channel and cavity.
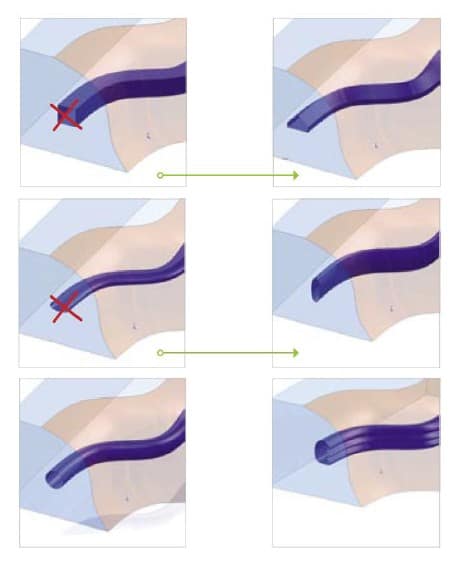
Depending on the design of the product, the optimal diameter should be chosen between 4-12 mm. Some inserts, such as closely placed ejector pins or parts with thin walls, make it difficult to adhere to this rule. DMLS can build channels down to 1 mm when using specially treated fluids to avoid clogging. Simulation software can be an especially useful resource to prepare your part for printing. If you have any design questions, talk to a Fathom expert before submitting your CAD file.
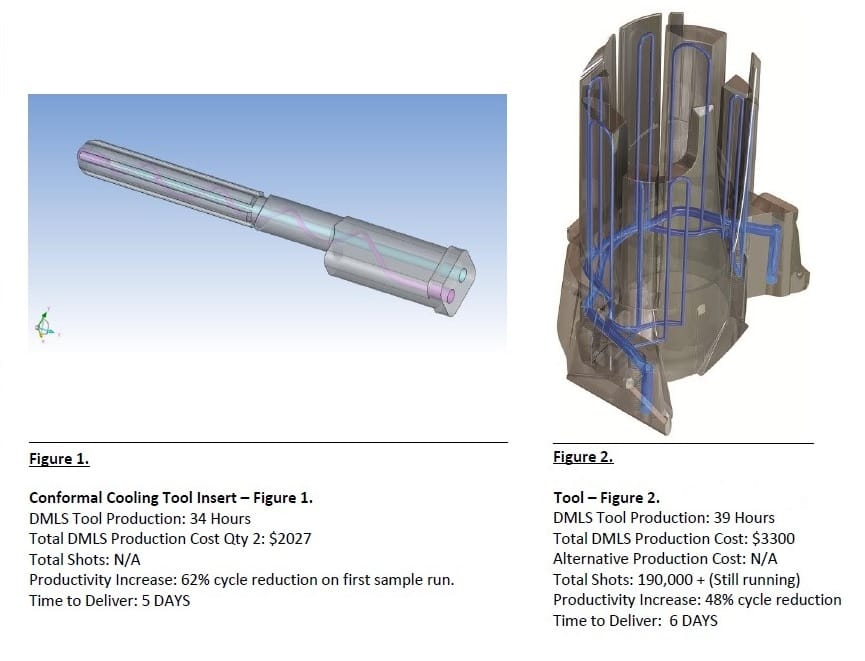
Conformal Cooling
Cost Examples
Fathom engineers can help you redesign your injection mold core inserts for optimal performance using 3D printing. Talk to our experts to discuss how conformal cooling through 3D printing can benefit your product!
Why Choose Fathom for Injection Molding Solutions?
Fathom has the expertise and technology to help you meet your needs faster.
We have extensive expertise and experience in both injection molding and 3D metal printing. It enables us to build customized conformal cooling solutions using DMLS. Our 3D printed inserts can help you improve injection molding cycle times and prevent warping of your parts.
Our Hartland, WI additive manufacturing operation has been 3D printing tool inserts for our injection molding location in McHenry, IL for several years. Fathom is one of the largest service bureaus for DMLS services. Plus, we have deep DFAM and production expertise to match.
We also offer many post-processing operations under one roof, which can save you time and money.
Connect with us today to see how a DMLS-printed conformal cooling insert could be beneficial to your project!